不要满足于简单的文字描述,点击我们的<惠山>(本地)珩磨管研磨管专业生产品质保证产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:<惠山>(本地)珩磨管研磨管专业生产品质保证的图文介绍
珩磨管研磨管专业生产品质保证")
有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
珩磨管研磨管专业生产品质保证")
珩磨管研磨管专业生产品质保证")
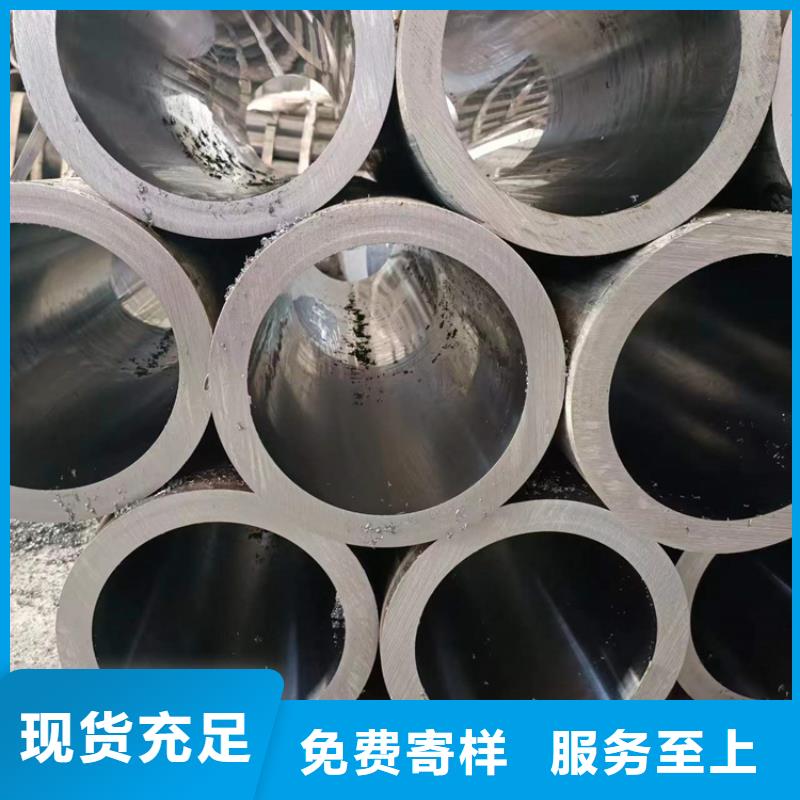
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。
珩磨管研磨管专业生产品质保证")
珩磨管研磨管专业生产品质保证")
珩磨管研磨管专业生产品质保证")
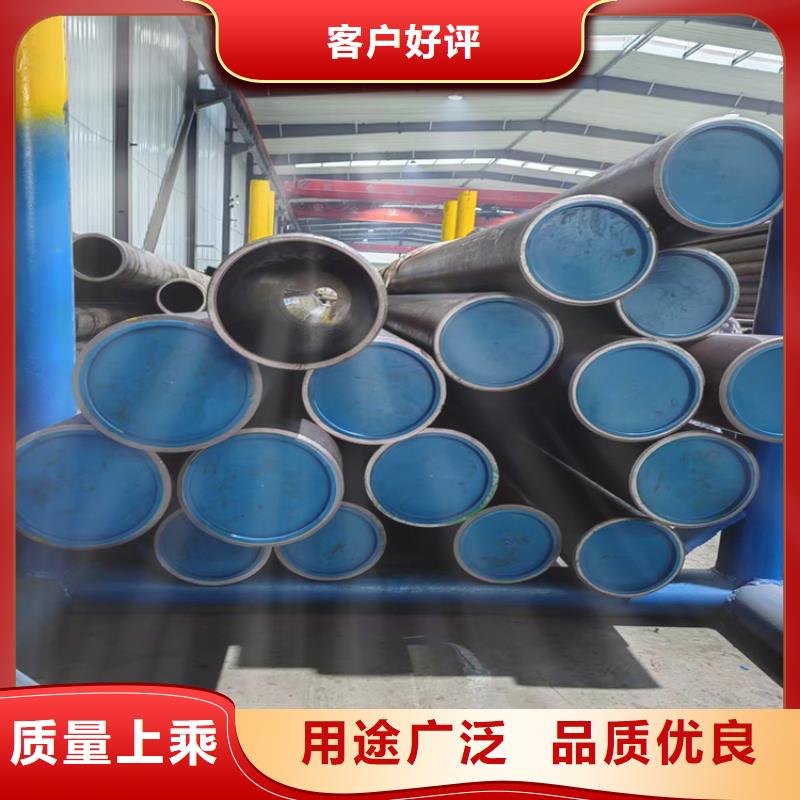
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖
珩磨管研磨管专业生产品质保证")
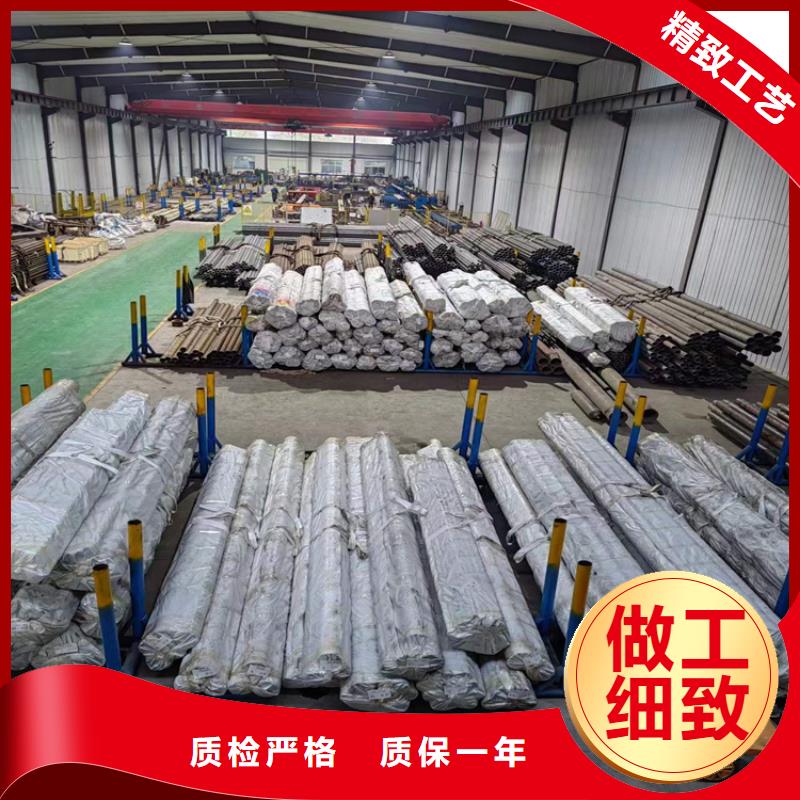
九冶管业有限公司为解决客户的后顾之忧与生产中所遇到的难题,公司成立了【惠山油缸管、】售后服务中心,有受过专业培训的工程师随时为客户提供服务。公司还成立了【惠山油缸管、】技术培训中心,可对新客户在设备的操作、工艺调配、设备故障的排除等方面进行系统全面的培训,达到买即能用,用就能出优良的【惠山油缸管、】产品,为客户回报丰厚的利润。
珩磨管研磨管专业生产品质保证")
珩磨管研磨管专业生产品质保证")



 扫一扫
扫一扫