不锈钢异型管薄利多销的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、全面的产品形象。
以下是:鄢陵不锈钢异型管薄利多销的图文介绍


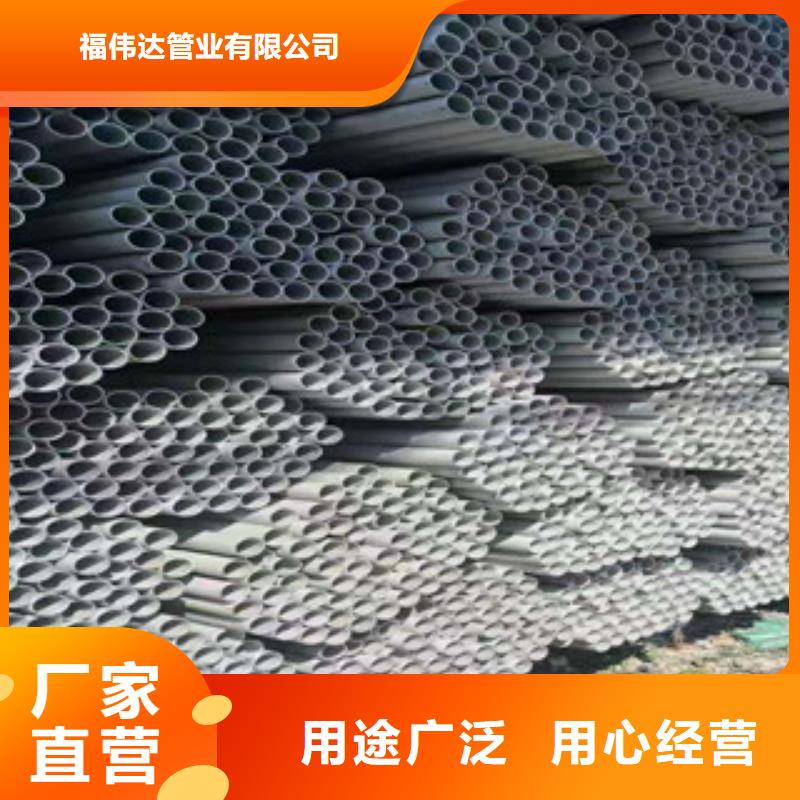
不锈钢管具有良好的柔软性,耐腐蚀性,耐高温性,耐磨性,抗拉强度,耐水性和优异的电磁屏蔽性能。不锈钢毛细管可以自由弯曲成各种角度和曲率半径,在所有方向上具有相同的柔软性和耐用性。不锈钢软管间距柔韧,柔韧性好,无阻碍和刚度;不锈钢穿线软管在侧扣之间具有一定的拉力,以防止软管因软管损坏而损坏。轴向拉力可以承受超过标称内径的6倍以上。因此,不锈钢毛细管的安装方便,低效能量可以有效地利用,以达到节能和舒适的效果。 不锈钢毛细管在退热时的步骤 1、需要注意退火温度是否达到规定温度。不锈钢热处理一般是接纳固溶热处理,或称“退火”,该工序的温度范围是1040~1120℃(日本规范)。不锈钢管加工时也可在退火炉察看孔察看,退火区的不锈钢管应为白炽形态,且无软化下垂现象。 2、退火氛围。一般以纯氢作为不锈钢管的退火氛围,氛围纯度 是99.99%以上,假如氛围中还有另一种惰性气体,可适当降低纯氢的纯度,但禁止含有过量氧气与水汽。 3、炉体密封性。亮光退火炉必须密闭与外界空气隔绝,通常以氢气来当维护气体,炉体只有一个排气口是通的,作用是方便点燃氢气。检查的方法将水抹在退火炉的每个接头缝隙处,观察有无漏气,其中容易漏气的部位是是退火炉进出管子的地方,此处的密封圈非常容易磨损,需要经常检查及更换。 4、保持气压力。要避免出现漏气,光亮炉内的维护气应保持一定的正气压,如果维护气是氢气,普遍要达到20kBar以上。 5、炉内不能有水汽。一是要反复检查炉体是否枯燥,在进行首次装炉时,炉体材料一定要烘干;二是要检查进炉的不锈钢管是否有残留水渍,有的不锈钢管可能会有孔,此时就千万不能有积水带进光亮炉,否则会对不锈钢加工过程造成负面影响。



福伟达管业有限公司坐落于经济技术开发区,欢迎惠顾,是鄢陵重点培育支持的电子商务企业和生产制造企业。 公司主要经营的各种 304L不锈钢管、。根据 304L不锈钢管、市场经济发展的需要,公司先后与全国120多家大型生产 304L不锈钢管、产品的厂家建立了密切的合作联营关系,为开发新 304L不锈钢管、产品奠定了坚定的基础。 公司全体员工秉承信誉是生命、质量求生存、客户是衣食父母的原则,为国内外新老客户做出新的贡献而努力。


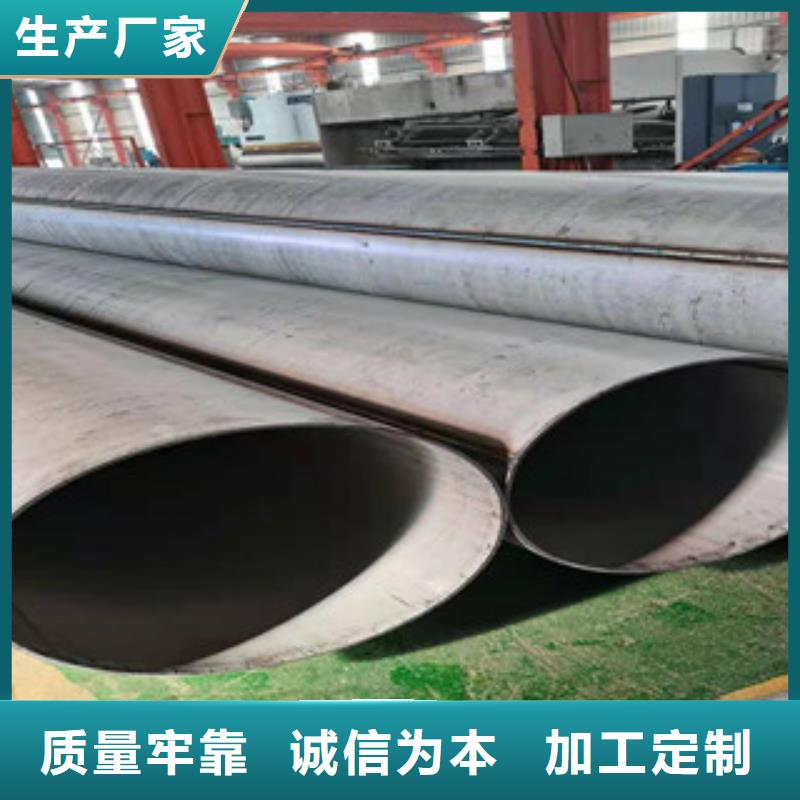
不锈钢不锈钢管产品特性: 1、化学分析:对材质的化学成份进行化学分析,化学成份符合标准规定。 2、气压.水压试验对耐压用管逐支进么水压试验,在规定压力值不保持不小于5秒,不泄 露,常规供货水压压力试验为2.45MPa.气压压力试验为 P=0.5MPAa。 3、腐蚀试验:所供工业耐腐蚀钢管均按标准规定或双方协议的腐蚀方法进行钢管的耐 腐蚀性能检验,不得有晶间腐蚀倾向。 4、工艺性能检验:压扁试验.拉伸试验.冲击试验.扩口试验.硬度试验.金相试验.弯曲 试验.无损探伤(包括涡流探伤.X光探伤和超声波探伤)。 5、执行标准: 中国:GB/T14975-2002.GB/T14976-2002.GB13296-91.GB9948-88. GB5310-95.GB2270-80 美国:ASTM A213/A213-99a.ASTN312/A312M-00b.ASTM A269-00.ASTMA511-96. 日本:JIS3463.JIS3446.JIS3448.JIS3459 德国:DIN2462 6、理论重量: Cr-Ni奥氏体不锈钢W=0.02491S(D-S) Cr-Ni-Mo奥氏体不锈(kg/m)S-壁厚(mm) D-外径(mm)



在这个钢筋混凝土满地的时期里,3不锈钢无缝管的组成成份分别是由成分、物理学作用和焊接性构成的。因此 不对可用它间独自一人一种焊接材料和焊接加工工艺开展焊接。今日我们就掌握下316不锈钢管在焊接时要求注意哪几个方面的疑惑,在焊接全过程中我们应将底层弓覆层有所差异,分离采用分别可用的焊接材料来焊接。 为保证覆层的耐腐蚀性,覆层的焊接成份应尽可能与覆层钢成份一样,但在双层的接壤处,覆层必然被底层稀释液,使耐腐蚀性减少或脆化;而底层则被细晶强化而变脆。因而不锈钢板材焊接的关键是要解决好双层交界位置的焊接。解决的方式 是在底层与覆层中间设衔接层焊接。 焊后热处理有关大薄厚不锈钢板扳的焊接预制构件,焊后热处理可以清除焊接剩下地应力。但应注意,热处理温度髙时,在碳素钢一侧会组成铁索体渗碳以,使进展减少;而在不锈钢板一侧则被渗氮而发硬脆,产生冲击性韧性减少,变为焊接连接头无效的风险,它是不可取的。 恰当开展热处理可以清除焊接剩下地应力,都不危害覆层的耐腐蚀作用。其方式 是:要热处理的大序度或弯曲刚度大的不锈钢板材的焊接预制构件,理应在底层焊接完毕,系统检测饵缝內部和表层均达标后开展热处理,且温度不适合超过400度。 在这里温度下隔热保温時间可稍拓宽些.用此温度开展的焊后处理工艺,可使剩下地应力减少40%摆弄,一起不容易危害覆层不锈钢板的耐浊作用.覆层与底层中间的是碳元素扩敗也不容易发病.在以上热处理进行后才可焊隔离层和覆层不锈钢板材.覆层焊接完毕后,无需开展一切热处理。





 扫一扫
扫一扫